
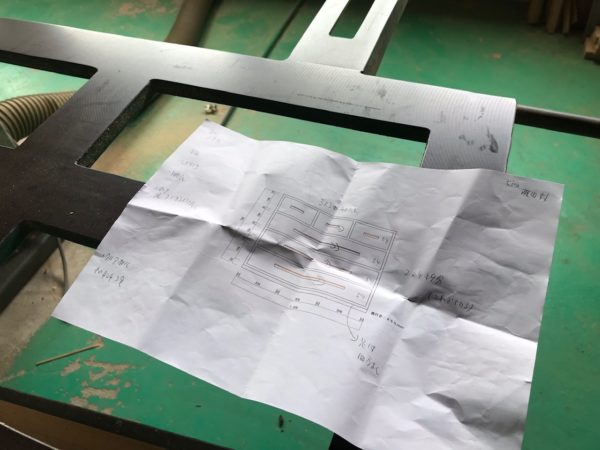
今回は、昨年の春に京都での展示会に徳島市から遠路お出かけいただき、ご自宅の新築に合わせて桐たんすのご注文をいただきましたN様へ、桐たんすをお届けしてきました。

出発は昨日の午後4時。仕事が一段落し、戸締まりを職人さんに任せて出発です。
滋賀県の長浜まで走り、いつものルートインで前泊です。(ホント泊まるだけです)
そして今朝、午前6時半にホテルを出発し一路、徳島市へ。
今年の春先にも徳島市まで桐たんすをお届けさせていただきましたので、今年は2回めの徳島です。
さすがに前泊すると楽ですね、予定時間の午前10時に到着し、お届けさせていただきました。
新築の新居は、本当に素敵なご自宅で、今日が引き渡しの日。大安吉日。「桐たんすを一番先に入れたくて」と私達の到着を待っていてくれました。

総盆の和たんすと、三つ重ねの中開きの和たんすの2本セットの桐たんすは、真新しい畳の和室に、ピッタリと収まりました。

また、そのお部屋の凛とした空気感は、本当に素敵でした。N様、本当にありがとうございました。

帰りの明石海峡大橋。
帰りも順調に走り、中国道→舞鶴若狭道の西紀SAで昼食を取り、車に戻り、さあ、出発!と思いきや「財布がない」事に気づきます。
急いで食事をした場所に戻り、辺りを探し、いろいろな方に聞いていたところ、「桑原隆様~」とのアナウンスが。
急いでインフォメイションに行き、財布を落とした事を伝えたら、免許証が入った財布が出てきました。
近くで食事をしていた方が拾ってくれたとの事で、その方はまだ食事をしており、お礼を言い、SAを後にしました。
財布を落としたのは人生初!でしたが、ホント、いい人はいるんですね。感動しました。
その後は、無事に8時間かけて工場に到着しました。
N様へのお届けも、財布を落として拾ってくれたことも、ホント感謝の一日でした。
ありがとうございました。












































































最近のコメント